
Kyocera Groupzostał założony w 1959 roku przez Kazuo Inamori, jednego z „czterech świętych biznesu” w Japonii. Na początku swojego zakładu zaangażował się głównie w produkty ceramiczne i zaawansowane technologicznie. W 2002 r., Po ciągłej ekspansji, Kyocera Group stała się jedną z firm z listy Fortune 500, z globalnymi obszarami biznesowymi obejmującymi surowce, części, sprzęt, maszyny, a także usługi, sieci i inne dziedziny. W 2019 r. Kyocera Group planuje zbudować fabrykę baterii w Osace w zachodniej Japonii, kierując sięRynek magazynowania energii słonecznej.

Rozumie się, że Kyocera Group ma wysokie oczekiwania wobec tego projektu i planuje wesprzeć rozwój akumulatorów energetycznych w Kyocera w ciągu najbliższych 5 lat po zakończeniu projektu. Robotech zaprojektował i zbudował zautomatyzowany system magazynowy, osiągając automatyzację, digitalizację i inteligentne zarządzanie całym procesem produkcyjnym i przechowywania, pomagając w rozwiązywaniu punktów bólu, takich jak wysokie koszty, niska wydajność, wiele procesów i złożone zarządzanie materiałami, obniżenie kosztów i zwiększenie wydajności oraz osiągnięcie wydajnego połączenia i współpracy między linkami produkcyjnymi.
Aby poprawić szybkość wykorzystania przestrzeni fabryki baterii, Robotech w pełni wykorzystał więcej niż4M przestrzeni pionoweji stworzył zautomatyzowany magazyn z dwoma obszarami przechowywania:Obszar ładowania i rozładowania bateriiIObszar starzenia się temperatury w zakresie bateriiW oparciu o charakterystykę jakości produktu, w tym dwa zestawy systemów dźwigowych.
- Strefa ładowania i rozładowywania
- Zestaw systemu dźwigów układowych
- 5000 przestrzeni ładunkowej
1. Strefa ładowania i rozładowywania
ZestawStanderdźwigsystemzostał zaplanowany podczas ładowania i rozładowywania planowania regionalnego, aby zrealizować bezpieczne i energooszczędne magazynowanie w więcej niż5000 przestrzeni ładunkowej. W odpowiedzi na wysokie wymagania bezpieczeństwa tego projektu, RobotechSystem dźwigu stosujest wyposażony w obrazy termiczne w podczerwieni i urządzenia monitorujące, które mogą w odpowiednim czasie wykrywać nieprawidłowości i zapewnić bezpieczne działanie całego procesu. A sygnał jest blokowany przy każdym urządzeniu ładującym i rozładowującym przez optyczne urządzenie transmisyjne (8bit). Gdy dźwig stosu wykonuje zadanie „rozładowywania” lub „rozwidlenia”, żądanie zadania jest wysyłane przez komunikację optyczną w odpowiedniej lokalizacji urządzenia ładującego. Działanie można podjąć dopiero po zatwierdzeniu sygnału urządzenia ładującego OK.
-Normalna strefa starzenia temperatury
- Jeden zestaw stosudźwigsystem
-400 lokalizacji pamięci
- Mobciążenie AMIMum 100 kg
2. Strefa starzenia się normalnej temperatury
Jeden zestaw stosudźwigsystemjest planowany dlaPlanowanie regionalne normalne starzenie się temperatury, w tym więcej niż400 lokalizacji pamięci, który służy głównie do tymczasowego przechowywania akumulatorów w normalnym procesie starzenia temperatury, zMaksymalne obciążenie 100 kg.
Ze względu na ekstremalną wrażliwość materiałów akumulatorowych na elementy takie jak ołów, cynk i miedź, w celu uniknięcia metalowych obcych przedmiotów i pyłu wpływających na stabilność produktu, RobotechDalej dostosowaneProjekt oparty na wyborze sprzętu do dźwigu Stacker. Urządzenie do chodzenia przyjmuje gumowe koła, części stalowe poddawane rozpylaniu elektrostatycznym, a części aluminiowe poddawane anodowaniu w celu zmniejszenia wytwarzania metalowych obcych przedmiotów. A gaśnice i urządzenia zbroi zostały zainstalowane dla dźwigu stosu w celu spełnienia wymagań fabryki dotyczących oporności o wysokiej temperaturze, bez pyłu, zapobiegania pożarom i eksplozji.
Warto wspomnieć, że w procesie produkcyjnym akumulatorów, aby ich wydajność była bardziej stabilna,Należy je umieścić w urządzeniu z funkcją kompresji do odpoczynku w temperaturze pokojowej po utworze. Dlatego Robotech używa bezpośrednioTace na ciśnienie akumulatorajako przewoźnicy przechowywania do przechowywania. Tego rodzaju zasobnik ciśnienia baterii ma zalety, jakie nie mają istniejących technologii, takich jak prosta struktura, wygodna wdrożenie, wysoka wydajność produkcji, zajęcie małej przestrzeni, niskie koszty wdrożenia i łatwe wdrożenie zautomatyzowanej produkcji. WObszar ładowania i rozładowywania przechowywania, dostosuj tacę ciśnieniową doStan sprężony; WObszar starzenia się temperatury pokojowej, dostosuj tacę ciśnieniową doluźny stan.
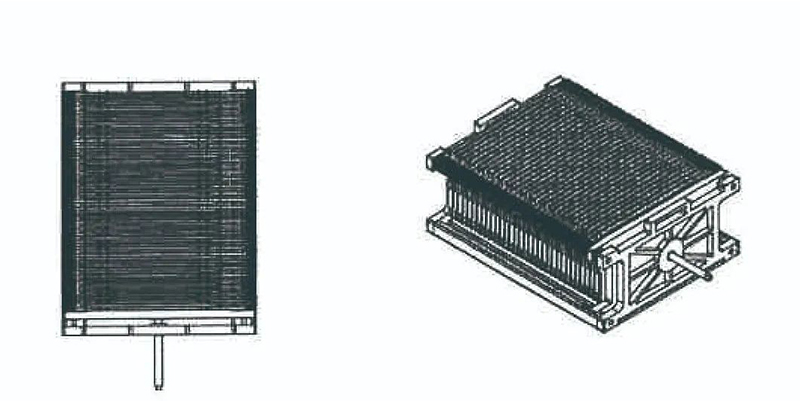
Schemat specyfikacji tacki: L865 * W540 * H290mm (stan luźny)
 Schemat specyfikacji tacki: L737 * W540 * H290mm (stan sprężonego)
Schemat specyfikacji tacki: L737 * W540 * H290mm (stan sprężonego)
Ukończenie projektu spełnia wydajne, bezpieczne i niezawodne potrzeby usług logistycznych Kyocera Group w sektorze biznesowym magazynowania energii. Dzięki obsłudze systemu magazynowania Robotech Intelligent może on znacznie zapewnić szybkość wydajności przechowywania akumulatora. Przyspieszył automatyzację, inteligencję i zrównoważony rozwój grupy Kyocera na nowym rynku energii.
Nanjing Inform Inform Storage Equipment (Group) Co., Ltd
Telefon komórkowy: +8625 52726370
Adres: nr 470, Yinhua Street, Jiangning District, Nanjing CTIY, Chiny 211102
Strona internetowa:www.informrack.com
E-mail:[chroniony e -mail]
Czas po: 21-2023 kwietnia


