
In den letzten Jahren hat sich die Logistikbranche der Kaltkette rasch entwickelt, und die Nachfrage nach intelligenter Kaltkette war weiter ausgebaut. Verschiedene verwandte Unternehmen und staatliche Plattformen haben automatisierte Lagerhäuser aufgebaut.

Das von Nanjing Informationsspeicher investierte Hangzhou Development Zone Cold Storage Project wurde in Betrieb genommen. Das Projekt umfasstKühlspeicher, Frischwahrnehmungsaufbewahrung, Lagerung konstanter Temperatur, Allgemeine gebundene LagerungUndUnterstützende Einrichtungenund übernimmt automatische intelligente Speichergeräte. Bereitstellung intelligenter Kaltkette Lagerung und intelligentes Kaltkettenbetrieb für importierte Lebensmittellogistikzentren mit einem Hand für gefrorene, gekühlte Logistiklager, Verarbeitung und Verteilung.
1. Projektüberblick
- -CNY300 Millionen
- 12.000 Tonnen
- 8.000 Tonnen
- 30846,82 Quadratmeter (46,27)Mu)
- 38.000 Quadratmeter
- 660 Tonnen Waren
- 12.000 Tonnen
- 144.000 Tonnen pro Ja
Dieses Projekt befindet sich im grenzüberschreitenden E-Commerce-Park in Hangzhou Economic Development Zone und erfüllt die Bedürfnisse von importiertem Frisch, Fleisch und Wasserprodukten in der Umgebung. Die Gesamtinvestition des Projekts ist ungefährCNY300 Millionenund die Gesamtkonstruktionsskala ist ein Lager mit niedrigem Temperaturkaltlager mit einer Lagerkapazität von12.000 Tonnenund ein gekühltes Lagerlager mit einer Lagerkapazität von8.000 Tonnen. Es deckt einen Bereich von ab30846,82 Quadratmeter (46,27)Mu) mit einem Grundstücksverhältnis von 1,85 und einem Baubereich von38.000 Quadratmeter. Es verfügt über Logistikservicefunktionen mit One-Stop-Diensten wie Quarantäne, Inspektion, Bindung, Gefrier- und Kühlstaspelspeicher, Verarbeitung und Verteilung. Das Inspektionslager, das inspizieren kann660 Tonnen WarenGleichzeitig und der Speicherkühlraum mit einer Lagerkapazität von nahezu12.000 Tonnenkann das Geschäftsvolumen von importiertem Fleisch von erfüllen144.000 Tonnen pro Jahr.

- THree Cold Store&Ein Raumtemperaturspeicher
- 16.422 Ladung Räume&8.138 Laderäume
- 10 Fahrspuren&4 Fahrspuren
- 7 Staplerkrane&4 Stapelkrane
- 4 RadioShuttles&4 Stapelkrane
- ICHnBound und OutboundcOnveying -Geräte
- 180Palette/Stunde (in + out)&156Palette/Stunde (in + out)
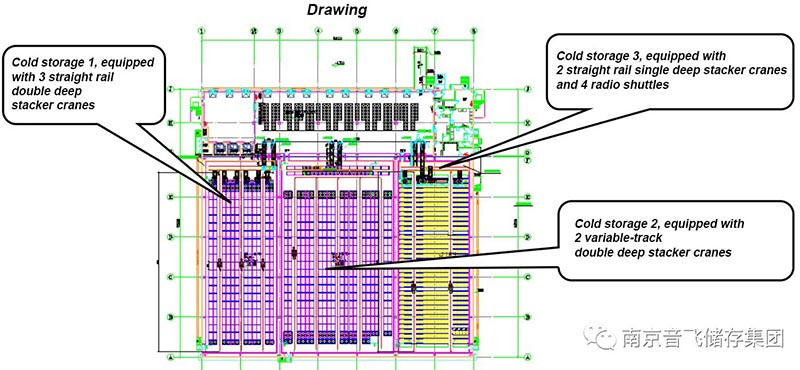
Dieses Projekt ist unterteilt inDrei kalte SpeicherUndeinsNormalTemperaturspeicher:
Die gesamte Planung der drei Kaltstorien ist16.422 Ladung Räume. Durch10 Fahrspuren, 7 Staplerkrane(einschließlich2 Track-Change-Doppel-tiefStaplerkrane), 4 RadioShuttlesUndeingehalten und ausgehobencOnveying -GeräteDie automatische In-Out-Funktion wird realisiert. Die Verbundbetriebseffizienz der drei Lagern übertrifft180Palette/Stunde (in + out)
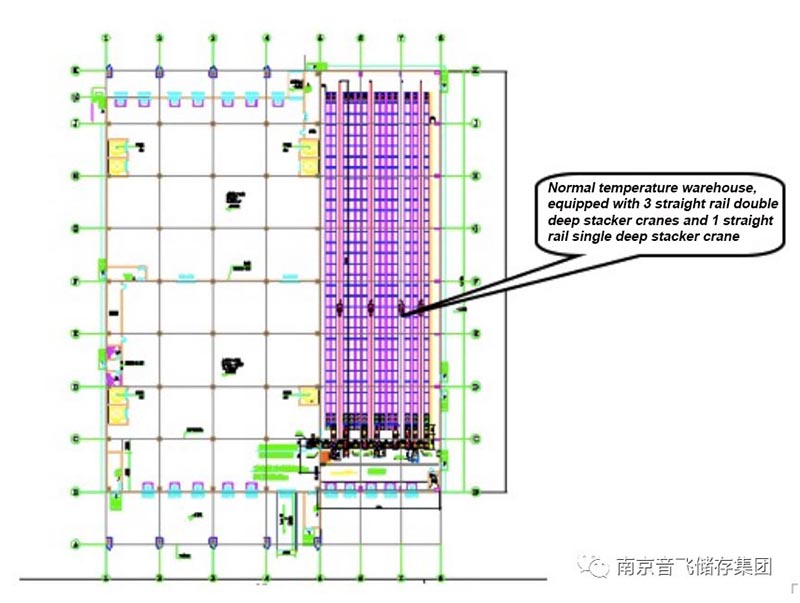
NormalTemperaturlager:Der Plan hat eine totale Planung von8.138 Laderäume. Durch4 Fahrspuren, 4 StapelkraneUndeingehalten und ausgehobencOnveying -Geräte,Die automatische Inbound- und Outbound -Funktion wird realisiert. Verbindungsbetriebseffizienz156Palette/Stunde (in + out)
Palettenbezeichnungen verwenden alle Barcodes für das Informationsmanagement. Vor der Lagerung ist es mit einer externen Dimensionserkennung und einem Gewicht ausgestattet, um die sichere Lagerung von Waren zu gewährleisten.
Kühllagerung:
Normale Temperaturlager -Layout:
2. StaplerCRane + Shuttle -System
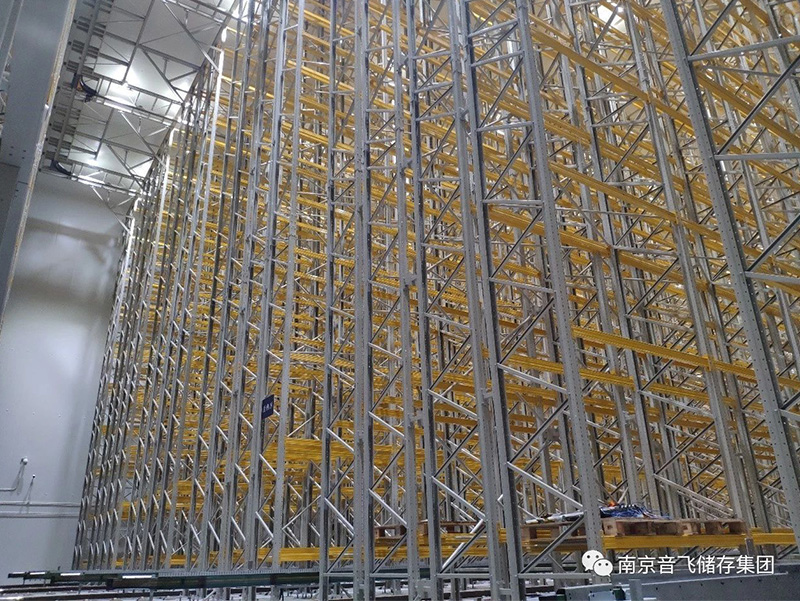
Das automatisch dichte Lagerhaus in Form vonStacker Crane+ Shuttlenutzt die Eigenschaften, die die Stacker Crane läuft vorne und hinten und rauf und runter und runter der Hauptspur und derpendelnläuft in der Unterspur. Die beiden Ausrüstungen werden durch die koordiniertWCS -SoftwareUm die Auswahl und Platzierung von Waren zu vervollständigen.
Hauptarbeitsprinzip:
Eingehender:Die Produkte nach automatischem Stapeln werden über die Förderleitung an den Speicherbereich des automatisierten Lagerhauses gesendet. Die Paletten werden von der genommen Stacker Crane und am Ende der Straße platziert, die von der WMS -Software zugewiesen wurde; Die Waren werden vom Funkschild zum anderen Ende der Straße transportiert. Die gleiche Produktion wird im gleichen Gang gespeichert.
Ausgehalten: Das Shuttle bewegt die ausgewiesenen Waren in den Hafen des Untersais, und der Staplerkran führt die Ware durch die Gabeln, legt sie auf die ausgehende Förderleitung und nimmt sie durch Gabelstapler oder andere Handhabungsausrüstung zur Lieferung heraus.
FunktionEinführung vonStacker Crane + Shuttle System:
Quittung- können verschiedene Materialien, halbfeindliche Produkte von Lieferanten oder Produktionsworkshops akzeptieren;
Inventar- die Lagerung von entladenen Waren an den vom automatisierten System angegebenen Stellen;
Abholen-Erhalten Sie die vom Kunden geforderten Waren aus dem Lagerhaus gemäß der Nachfrage, häufig mit einer FIFO-Methode (First-In-First-Out);
Lieferung- Nehmen Sie die Ware nach Bedarf an den Kunden ab;
Informationsabfrage- Kann jederzeit die relevanten Informationen des Lagerhauses abfragen, einschließlich Inventarinformationen, Betriebsinformationen und anderen Informationen.
3. Projektvorteile

Stacker Crane + Shuttle Automatisierter intensiver Speicher:
① Vollautomatisierte Prozesse können auf implementiert werdeniMprove -Arbeitseffizienz und die Arbeitszeit erheblich verkürzen;
②Gute Sicherheit, Reduzieren Sie Gabelstaplerkollisionen;
③ Speicher mit hoher Dichte,Die Lagerauslastungsrate wird erheblich verbessertals Straßenstaplerkrane;
④Hohe KostenleistungDie Kosten für das Speicherpositionssystem der Einheiten sind niedriger als der Straßenstacker -Crane -Lagerhaus.
⑤ Die Betriebsmethode istflexibel.
Die Anwendung der Technologie von intelligentem Shuttle im Bereich der automatisierten Lagerhäuser durch die Kombination aus intelligentem Shuttle -System und intensiver Racking verbessert die Raumnutzungsrate von Lagereinrichtungen erheblich und spart Land.
Nanjing -Informationslagerausrüstung (Gruppe) Co., Ltd.
Handy: +86 25 52726370
Adresse: Nr. 470, Yinhua Street, Jiangning District, Nanjing Ctiy, China 211102
Webseite:www.informrack.com
E-Mail:[E -Mail geschützt]
Postzeit: Mai-10-2022


